こんにちは株式会社ジートライズの杉浦です。
本日はSKD11の鏡面研磨加工についてご紹介いたします。
こちらはいつもお世話になっております加工メーカー様から
お見積り後、ご注文をいただきました。
【加工サイズ、加工内容】
50 × 50 ×25 20個
厚み方向T=25の裏表を鏡面研磨にする加工内容です。
面粗さは4山、0.8Z相当。
まずは加工前の「Befor」

↓
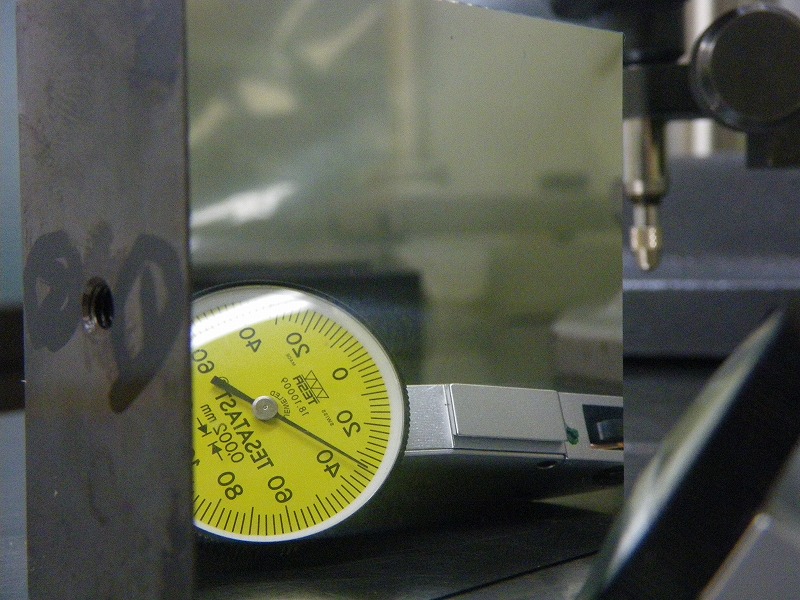
加工後の「After] 加工後、機上にて

分かりづらいですかね
ならばアップで・・・。

ホース&天井の映りを見てください (^^)/
クッキリ見えませんか?
【加工ポイント、苦労したこと】
写真をご覧いただきますとお分かりだと思いますが
20個を同時に研削をしましたので
250×200で大きな板状になります。
この大きな板を鏡面にするには加工条件
砥石が切れて、面粗さが鏡面になる状態を
作り出すのに苦労しました。
基本、砥石の切れは悪い状態ですので
油断すると研削焼けが発生してしまいます。
また今回、裏表の2面研磨になりますので
品物を脱着する時のスリ傷にも気をつけました。
表
裏
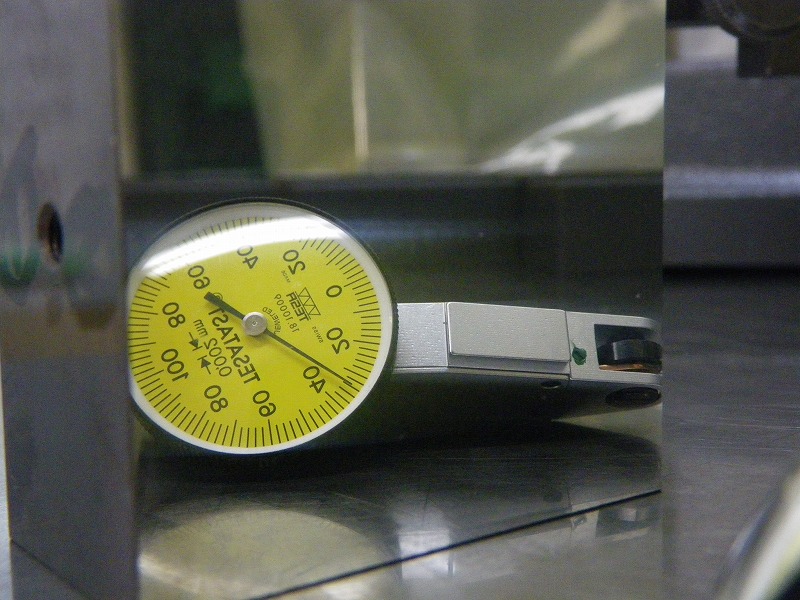
当初の打合せでは面粗さ0.8Z相当でしたので
今回は打合せ以上の仕上り0.2Z位は達成しているかと思います。
弊社の鏡面研磨加工は
鉄系の焼入れ材(SUS440の焼入れ材は可能)であればこのように鏡面に仕上げることが出来ます。(平面のみ)
鏡面研削は特殊な加工になるかと思いますが、鏡面研磨でお困りの方はレスキュー研磨工場までご相談下さい。


















{kind=link}